Formulation and Optimization of Carboxyl Methyl Starch/PVA/Kaolin Biocomposite Films for Sustainable Packaging Applications
-
Bright Ayemwenre Omoike
Department of Industrial Chemistry, Mewar International University, Km 21, Abuja-Keffi Express Way, Masaka, Nasarawa State, Nigeria
Felix Ebhodaghe OkieimenDepartment of Chemistry, University of Benin, P.M.B. 1154, Benin, Nigeria
Chinyere Imoisi

Department of Industrial Chemistry, Mewar International University, Km 21, Abuja-Keffi Express Way, Masaka, Nasarawa State, Nigeria
| Received 04 Oct, 2024 |
Accepted 08 Dec, 2024 |
Published 09 Dec, 2024 |
Background and Objective: The use of synthetic polymers as packaging materials contributes to environmental pollution due to the accumulation of plastic waste after their usage. This study aimed to develop and optimize eco-friendly carboxyl methyl starch/PVA/kaolin composite films as a sustainable alternative to synthetic packaging, using response surface methodology. Materials and Methods: The biocomposite films were produced through the solution casting method using formulations obtained from the experimental design. The independent variables used in the formulations include: Carboxyl methyl starch (CMS) (2.0-5.0 g), poly (vinyl alcohol) (PVA) (0.0-3.0 g) and kaolin (0.00-0.22 g) while the responses of interest to achieve maximum properties were ultimate tensile strength (UTS), elongation at break (EB (%)) and water vapor permeability (WVP). Response surface methodology (RSM) a statistical tool based on central composite design (CCD) was employed to optimize the film compositions for best properties. The data obtained from the tensile mechanical and water vapour permeability test were analyzed statistically using standard methods, including linear regression and Analysis of Variance (ANOVA), to determine the significance of the results and correlations between variables. Results: The findings revealed that the combination of PVA and kaolin with CMS enhanced the tensile strength and barrier properties of the composite films. The optimal composite formulation, with 95.4% desirability, consisted of 3.33 g CMS, 2.39 g PVA and 0.22 g kaolin. The predicted optimal values for UTS, EB (%) and WVP were 5.71 MPa, 23.57% and 1.08 g/m2 sPa, respectively. Conclusion: Based on data and information obtained from this study, it is clear that optimized CMS-based composite film can potentially serve as a sustainable solution in combating environmental problems emanating from the synthetic plastics.
| Copyright © 2024 Omoike et al. This is an open-access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
INTRODUCTION
The global production and use of plastics have surged in recent years, leading to increased environmental challenges related to plastic waste disposal1. Packaging materials alone constitute 39.6% of the total plastic demand, making it the largest segment in the plastic industry2. Due to their non-biodegradability and reliance on non-renewable resources, plastics pose significant environmental issues3. Recently, there has been growing interest in developing biodegradable packaging materials from natural polymers such as starch, chitosan, cellulose, gelatin and lignin4. Among these renewable polymers, starch stands out due to its extensive availability, low cost, excellent biocompatibility, non-toxicity and renewability, making it a valuable resource5.
Numerous studies have explored films made from native starch; however, these films often suffer from insufficient mechanical and barrier properties6. To address these limitations, the performance of starch-based films can be improved by blending starch with other biopolymers7, incorporating reinforcing fillers8 or using chemically modified starches6. Chemically modified starches include various types such as oxidized, cross-linked, etherified, esterified and grafted starches.
Carboxymethyl starch (CMS), a type of etherified starch, is widely used across medicine, pharmaceuticals, cosmetics, the food industry and packaging due to its beneficial properties9. It is produced through the Williamson reaction, where native starch reacts with monochloroacetic acid or its sodium salt to introduce carboxyl methyl groups into the starch structure, especially at C1, C2 and C3 positions10. Compared to native starch, CMS has a lower gelatinization temperature and does not retrograde as easily. It also exhibits good thermal stability and enhanced film-forming abilities that improve with higher degrees of substitution11. Despite this, research on CMS-based films remains limited. Yang et al.6 explored cross-linked CMS-based composite films, assessing the effects of cross-linking agents and additives, while Wilpiszewska et al.12 investigated CMS/montmorillonite nanocomposite films and the impact of calcium montmorillonite on the films’ properties. However, fully biodegradable films made from pure CMS are still underdeveloped for packaging applications due to issues with moisture absorption and flexibility. Thus, blending CMS with other polymers, such as poly (vinyl alcohol) (PVA) and poly(ethylene glycol), is a promising approach.
Poly (vinyl alcohol) is a semi-crystalline, non-toxic polymer that is biodegradable, with excellent thermal properties13, barrier qualities, biocompatibility and film-forming capabilities14. It also blends well with CMS and many studies have investigated the properties and applications of CMS/PVA composite films7,8. To further enhance these films, reinforcing agents are often incorporated.
Reinforcing fillers, such as silver nanoparticles, zinc oxide and montmorillonite clay have been shown to improve the properties of starch-based films15,16. Clay, being a non-toxic and environmentally friendly mineral, is valuable in various industrial applications17. Among clays, montmorillonite and kaolinite are popular choices. This study focuses on using kaolin clay, a type of kaolinite, as a reinforcing filler in CMS-based films. While the enhancement of starch-based composites with montmorillonite is well-documented, there is limited research on the use of kaolin clay for CMS-based films18.
The goal of this study was to develop and optimize biocomposite films using CMS, PVA and kaolin for potential packaging applications. The study examined various factors affecting the properties of these films and employs response surface methodology to find the optimal composition, focusing on ultimate tensile strength, percentage elongation at break and water vapor permeability.
MATERIALS AND METHODS
Study area and sites: This research took place in Benin City, Edo State, Nigeria, which is positioned at Latitude of 6.34°N and a Longitude of 5.63°E. The city’s elevation is 88 m above sea level. With a population of over 2,125,058, Benin City is the largest urban area in Edo State.
Sample collection and analysis: As 500 g of carboxymethyl starch (with a degree of substitution of 0.71), poly (vinyl alcohol) (PVA) and glycerol of analytical grade were purchased from a chemical supply store in Benin City. Kaolin clay was sourced from a factory in Auchi, Edo State. All other chemicals and reagents
including distilled water, silica gel and sodium chloride salt (NaCl) of analytical grade were obtained from the Chemistry Laboratory, University of Benin, Benin City. This study spanned from September, 2021 to July, 2023.
Formulation and optimization of carboxyl methyl starch/PVA/kaolin composites: The formulation and optimization of the CMS-based composite film were carried out using the response surface methodology (RSM) based on central composite design (CCD) approach, facilitated by Design Expert Software (Version 11, Stat-Ease, Inc., Minneapolis, USA). This process was implemented in three distinct steps19.
Experimental design: A series of experimental formulations was created using CMS (g), PVA (g) and kaolin (g) as independent factors to generate key outcomes (responses): Ultimate tensile strength, elongation at break (EB (%)) and water vapor permeability (WVP). The experimental design followed a central composite design (CCD) with three factors, each at five levels. The design matrix consisted of 20 experimental runs, including four axial experiments (Level ±∝), eight factorial experiments (Level ±1) and five replicates at the central points. Table 1 outlines the levels of variables and the corresponding variable codes.
Model development: Mathematical models that best described the relationships between the independent and dependent variables (responses) were identified using the quadratic polynomial equation20 shown in Eq. 1. Each factor’s variance was divided into linear, quadratic and interaction terms. The significance of these variables and the adequacy of the second-order polynomial model were evaluated by analyzing the lack-of-fit and error components:
| (1) |
where, Yi represents the predicted response, while Xi and Xj are the independent variables. The constants βo, βi, βii and βij represent various coefficients: βo is the intercept, βi is the coefficient for the linear terms, βii corresponds to the quadratic terms and βij is the coefficient for the interaction terms. The term “e” accounts for the error in the model.
Optimization: The optimal conditions for the independent variables were evaluated to achieve the best desirable values of the responses.
Preparation of carboxyl methyl starch/PVA/kaolin composites: A Carboxymethyl starch/PVA film reinforced with kaolin clay was prepared using a solution casting method based on formulations obtained from the experimental design and by following earlier preparative procedures21. Initially, PVA was dissolved in 60 mL of distilled water at 90°C for 30 min with stirring until fully dissolved. After dissolving the PVA, Carboxymethyl starch (CMS) was added to the solution, followed by the addition of glycerol (30% of the total dry weight of starch and PVA). The mixture was stirred on a magnetic stirrer at 50-60°C for 30 min to ensure gelatinization and homogenization. Subsequently, a kaolin clay suspension was incorporated into the CMS/PVA solution and stirred continuously on a magnetic stirrer for 20 min. The resulting homogeneous mixture was poured onto a 10×10 cm glass plate and dried in an oven at 60°C for 16 hrs. After drying, the film was removed from the glass plate, allowed to cool and then stored in a desiccator for further analysis. The film thickness was controlled by using a measured volume of the film solution on the glass plate.
| Table 1: | Experimental design and levels of variables | |||
| Coded levels | ||||||
| Independent variable | Symbol | -∝ | -1 | 0a | 1 | +∝ |
| Starch (g) | X1 | 2 | 2.61 | 3.5 | 4.39 | 5 |
| PVA (g) | X2 | 0 | 0.61 | 1.5 | 2.39 | 3 |
| Kaolin (g) | X3 | 0 | 0.06 | 0.14 | 0.22 | 0.275 |
| aCenter points, k = 3 (independent variables), ∝: 1.6818 and PVA: Polyvinyl alcohol | ||||||
|
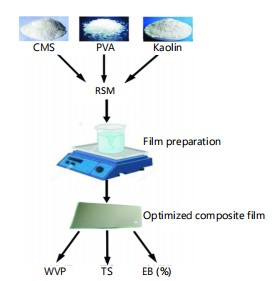
Figure 1 presented a schematic flowchart for the design of formulations, preparation and evaluation of properties and optimization by response surface methodology.
Evaluation of properties of CMS/PVA/kaolin films: Tensile mechanical properties: Prior to undergoing tensile testing, the films were cut into uniform strips of dimensions 3×15 cm and conditioned in a desiccator for 48 hrs. The tensile mechanical properties including the ultimate tensile strength and percentage elongation at the break of the films were determined using a Universal testing machine (TecQuipment, India) following standard method22.
Water vapor permeability: Water vapor permeability (WVP) of films was determined gravimetrically by standard procedures23. A permeation cup of dimensions 4 cm diameter and 3.5 cm depth was used for this experiment. The cup contained 7.0 g of anhydrous silica gel to serve as a desiccant. The test film was cut into a circular disc (diameter 5.5 cm) and placed to seal up the top surface of the cup. The cup with its contents was initially weighed in an analytical balance before placing it in a desiccator containing a saturated solution of NaCl (75% relative humidity). The test cup was weighed periodically every 24 hrs for a total of 5 days at room temperature. The amount of water vapor passing through the film, determined from the cup’s weight gain, was plotted against time. The water vapor transmission rate (WVTR) was calculated by dividing the slope of this plot (S) by the area of the exposed film (A), as shown in Eq. 2. To obtain the water vapor permeability (WVP), the WVTR was multiplied by the film's thickness and divided by the partial pressure difference across the film, as indicated in Eq. 2 and 3:
| (2) |
| (3) |
where, h represents the average thickness of the film (in meters), Svp refers to the saturated vapor pressure (in Pascals) at the testing temperature, R1 denotes the relative humidity in the test chamber as a fraction and R2 indicates the relative humidity at the vapor sink, also expressed as a fraction.
Tools and equipment manufacturers: The instruments used in this study, such as the digital caliper, oven, analytical balance, desiccator and other equipment, were obtained from well-known manufacturers, including Hanna Instruments (Woonsocket, Rhode Island, USA), Thermo Fisher Scientific (Waltham, Massachusetts, USA) and Mettler Toledo (Columbus, Ohio, USA), among others24,25.
Statistical analysis: Statistical analysis was carried out using the BMDP 2R software for stepwise multiple regression. Data were presented as the mean of three replicate measurements. The findings of the study were considered statistically significant at p<0.0526.
RESULTS AND DISCUSSION
Table 2 presents the results from the 20 experiments conducted to evaluate the tensile strength, elongation at break percentage and water vapor permeability (WVP) of the CMS-based composite films, by the central composite design.
The factors considered in the study were CMS, PVA and kaolin. The tensile strength, elongation at break (EB (%)) and water vapor permeability (WVP) of the composite films ranged from 2.12-6.04 MPa, 20.23-42.65% and 1.07-4.25 g/m2 sPa, respectively. The highest tensile strength (6.04 MPa) was achieved with 2.61 g CMS, 2.39 g PVA and 0.22 g kaolin, while the maximum EB (%) (40.33%) was observed with 4.39 g CMS, 0.61 g PVA and 0.06 g kaolin. The lowest WVP (1.07 g/m2 sPa) occurred with 3.50 g CMS, 3.00 g PVA and 0.14 g kaolin. Response surface methodology (RSM) combined with central composite design (CCD) used to analyze the effects of CMS, PVA and kaolin on the tensile strength, EB (%) and WVP of the films.
Analysis of variance of the tensile strength, EB (%) and WVP: Analysis of Variance (ANOVA) was used to fit the quadratic response surface models using the least squares method and to assess the models’ suitability with a 95% confidence level (5% significance level). The significance of each coefficient was evaluated based on the p-value, as detailed in Tables 3-5. A p-value less than 0.05 indicates that the model term(s) significantly affect the response variables. The ANOVA tables for tensile strength, percentage of elongation at break and water vapor permeability models are presented in Table 3-5, respectively.
| Table 2: | Independent variables and responses of central composite design of composites | |||
| Independent variables | TS (MPa) | EB (%) | WVP 10–11 (g/m2 sPa) | |||||
| CMS (g) | PVA (g) | Kaolin (g/100) | Actual | Predicted | Actual | Predicted | Actual | Predicted |
| 2.61 | 2.39 | 0.22 | 6.04 | 5.91 | 21.48 | 22.61 | 1.44 | 1.73 |
| 3.5 | 1.50 | 0.14 | 3.82 | 3.84 | 30.45 | 31.99 | 2.32 | 2.38 |
| 3.5 | 1.50 | 0.00 | 2.52 | 2.33 | 28.78 | 29.22 | 2.57 | 2.72 |
| 4.39 | 2.39 | 0.06 | 2.95 | 3.11 | 33.09 | 34.14 | 2.59 | 2.59 |
| 3.5 | 1.50 | 0.14 | 4.00 | 3.84 | 31.84 | 31.99 | 2.34 | 2.38 |
| 2.61 | 0.61 | 0.22 | 3.98 | 3.95 | 25.1 | 23.59 | 2.88 | 2.92 |
| 3.5 | 3.00 | 0.14 | 5.46 | 5.34 | 28.35 | 28.92 | 1.07 | 1.3 |
| 4.39 | 0.61 | 0.06 | 2.12 | 2.38 | 42.65 | 41.07 | 4.25 | 4.00 |
| 2 | 1.50 | 0.14 | 3.82 | 3.98 | 24.66 | 25.01 | 3.73 | 3.53 |
| 3.5 | 1.50 | 0.28 | 4.95 | 4.94 | 20.23 | 20.43 | 1.35 | 1.14 |
| 2.61 | 2.39 | 0.06 | 3.56 | 3.63 | 30.85 | 29.03 | 2.86 | 2.53 |
| 5 | 1.50 | 0.14 | 3.26 | 2.91 | 40.33 | 40.62 | 3.45 | 3.59 |
| 3.5 | 1.50 | 0.14 | 3.98 | 3.84 | 33.05 | 31.99 | 2.52 | 2.38 |
| 3.5 | 0.00 | 0.14 | 3.15 | 3.08 | 35.48 | 35.56 | 3.78 | 3.48 |
| 3.5 | 1.50 | 0.14 | 3.88 | 3.84 | 34.23 | 31.99 | 2.31 | 2.38 |
| 4.39 | 2.39 | 0.22 | 4.86 | 5.07 | 27.35 | 25.66 | 1.44 | 1.12 |
| 4.39 | 0.61 | 0.22 | 3.14 | 3.2 | 35.68 | 37.04 | 2.54 | 2.92 |
| 3.5 | 1.50 | 0.14 | 3.58 | 3.84 | 32 | 31.99 | 2.05 | 2.38 |
| 3.5 | 1.50 | 0.14 | 3.75 | 3.84 | 30.5 | 31.99 | 2.74 | 2.38 |
| 2.61 | 0.61 | 0.06 | 2.88 | 2.81 | 24.33 | 25.56 | 2.95 | 3.32 |
| EB (%): Percentage elongation at break and WVP: Water vapour permeability | ||||||||
| Table 3: | Analysis of variance for quadratic model of TS | |||
| Source | Sum of squares | df | Mean square | F-value | p-value |
| Model | 17.12 | 9 | 1.9 | 38.47 | <0.0001* |
| X1-CMS | 1.37 | 1 | 1.37 | 27.79 | 0.0004* |
| X2-PVA | 6.16 | 1 | 6.16 | 124.66 | <0.0001* |
| X3-kaolin | 8.22 | 1 | 8.22 | 166.29 | <0.0001* |
| X1X2 | 0.0045 | 1 | 0.0045 | 0.0913 | 0.7688 |
| X1X3 | 0.0528 | 1 | 0.0528 | 1.07 | 0.3257 |
| X2X3 | 0.6441 | 1 | 0.6441 | 13.03 | 0.0048* |
| X12 | 0.2834 | 1 | 0.2834 | 5.73 | 0.0377* |
| X22 | 0.2445 | 1 | 0.2445 | 4.94 | 0.0504 |
| X32 | 0.0732 | 1 | 0.0732 | 1.48 | 0.2515 |
| Residual | 0.4944 | 10 | 0.0494 | ||
| Lack of fit | 0.3717 | 5 | 0.0743 | 3.03 | 0.1247 |
| Pure error | 0.1227 | 5 | 0.0245 | ||
| Correlation total | 17.61 | 19 | |||
| df: Degrees of freedom and *Significant | |||||
| Table 4: | Analysis of variance for the quadratic model of percentage elongation at break | |||
| Source | Sum of squares | df | Mean square | F-value | p-value |
| Model | 604.63 | 9 | 67.18 | 23.81 | <0.0001 |
| X1-CMS | 293.99 | 1 | 293.99 | 104.21 | <0.0001 |
| X2-PVA | 53.31 | 1 | 53.31 | 18.9 | 0.0015 |
| X3-kaolin | 93.27 | 1 | 93.27 | 33.06 | 0.0002 |
| X1X2 | 54.03 | 1 | 54.03 | 19.15 | 0.0014 |
| X1X3 | 2.11 | 1 | 2.11 | 0.7485 | 0.4072 |
| X2X3 | 9.92 | 1 | 9.92 | 3.52 | 0.0902 |
| X12 | 1.23 | 1 | 1.23 | 0.4343 | 0.5248 |
| X22 | 0.1078 | 1 | 0.1078 | 0.0382 | 0.8489 |
| X32 | 92.49 | 1 | 92.49 | 32.79 | 0.0002 |
| Residual | 28.21 | 10 | 2.82 | ||
| Lack of fit | 17.46 | 5 | 3.49 | 1.62 | 0.3039 |
| Pure error | 10.75 | 5 | 2.15 | ||
| Correlation total | 632.84 | 19 | |||
| df: Degrees of freedom and *Significant | |||||
| Table 5: | Analysis of variance for quadratic model of water vapour permeability | |||
| Source | Sum of squares | df | Mean square | F-value | p-value |
| Model | 12.33 | 9 | 1.37 | 11.62 | 0.0003* |
| X1-CMS | 0.0035 | 1 | 0.0035 | 0.0298 | 0.8663 |
| X2-PVA | 5.73 | 1 | 5.73 | 48.63 | <0.0001* |
| X3-kaolin | 3.00 | 1 | 3.00 | 25.46 | 0.0005* |
| X1X2 | 0.1891 | 1 | 0.1891 | 1.60 | 0.234 |
| X1X3 | 0.2346 | 1 | 0.2346 | 1.99 | 0.1887 |
| X2X3 | 0.078 | 1 | 0.078 | 0.6618 | 0.4349 |
| X12 | 2.49 | 1 | 2.49 | 21.15 | 0.0010* |
| X12 | 0.0002 | 1 | 0.0002 | 0.002 | 0.9656 |
| X12 | 0.3708 | 1 | 0.3708 | 3.15 | 0.1065 |
| Residual | 1.18 | 10 | 0.1179 | ||
| Lack of fit | 0.9106 | 5 | 0.1821 | 3.4 | 0.1029 |
| Pure error | 0.2682 | 5 | 0.0536 | ||
| Correlation total | 13.51 | 19 | |||
| df: Degrees of freedom, *Significant | |||||
The results from the tables indicate that the quadratic regression models for tensile strength, percentage elongation at break (EB (%)) and water vapor permeability (WVP) of the composite materials are highly significant, with F-values of 38.47, 23.81 and 11.62, respectively and very low p-values of <0.0001, <0.0001 and 0.0003. According to Table 3, all three primary factors (X1, X2 and X3) significantly affect the tensile strength, with p<0.05. Among the interaction terms, only X2X3, with a p-0.0048, is significant, while X1X2 and X1X3 are not. The quadratic term X12 significantly impacts tensile strength, whereas X22 and X32 do not. Table 4 reveals that all three main factors (X1, X2 and X3) significantly influence EB (%), with p<0.05. Among
the interaction terms, only X1X2, with a p-0.0014 significantly affects EB (%), while X1X3 and X2X3 do not. Of the quadratic terms, only X32 has a significant effect on EB (%), while X12 and X22 are not significant. Table 5 shows that two of the three main factors (X2 and X3) significantly impact WVP, with p<0.05, whereas X1 does not. All interaction terms (X1X2, X1X3 and X2X3) have p>0.05, indicating they do not significantly affect WVP. Among the quadratic terms, only X12 has a significant effect on WVP, while X22 and X32 do not. The Lack of Fit F-values for the models are 3.03, 1.62 and 3.40, suggesting that the lack of fit is minimal compared to the pure error in the experimental processes. Lack of fit assesses how well a model describes the relationship between experimental factors and response variables by measuring errors due to model imperfections27. The insignificant lack of fit indicates that all three models adequately represent the studied processes, which is favorable28.
Fit statistics of the models: The characteristics of the models were further evaluated using the Fit statistics presented in Table 6. According to Table 6, the coefficients of variation (CV) of 5.87, 5.50 and 13.42% for tensile strength (TS), percentage of elongation at break (EB (%)) and water vapor permeability (WVP) respectively, fall within an acceptable range. The CV represents the standard deviation as a percentage of the mean, with lower CV values indicating better reproducibility. Generally, a high CV suggests significant variation in the mean value, which may imply an inadequate response model29.
The adequacy of the models was assessed using the coefficient of determination (R2). The R2 values for tensile strength, percentage of elongation at break (EB (%)) and water vapor permeability (WVP) were 0.9719, 0.9554 and 0.9127, respectively, which are close to 1. This suggests that the models provide reasonably accurate predictions30. The predicted R2 values for tensile strength (0.8273) and EB (%) (0.7259) are reasonably aligned with the adjusted R2 values of 0.9467 and 0.9153, respectively, with differences of less than 0.2. However, for WVP, the predicted R2 value of 0.4062 does not align well with the adjusted R2 value of 0.8342. Adequate precision, which measures the signal-to-noise ratio, is considered acceptable if the ratio exceeds 4. The ratios for tensile strength (22.7623), EB (%) (17.3726) and WVP (11.8763) are all above this threshold, indicating sufficient signal strength for navigating the design space.
Regression models of composite process: The empirical models for tensile strength, percentage of elongation at break (EB (%)) and water vapor permeability (WVP) are presented in Eq. 4-6, using coded values. These equations are valid only within the constraints of the experimental conditions described in this study. The coefficients in these equations reflect the strength of the relationship between variables, while their signs indicate the direction of this relationship. Positive coefficients suggest a beneficial effect on the responses, whereas negative coefficients indicate a diminishing or adverse effect25:
Y1 = 3.84-0.3172X1+0.6718X2+0.7759X3-0.0238X1X2-0.0813X1X3+0.2837X2X3-0.1402X12+0.1302X22-0.0713X32 |
(4) |
Y2 = 31.99+4.64X1-1.98X2-2.61X3-2.60X1X2-0.5137X1X3-1.11X2X3+0.2916X12+0.0865X22-2.53X32 |
(5) |
Y3 = 2.38+0.0160X1-0.6479X2-0.4688X3-0.1537X1X2-0.1712X1X3-0.0987X2X3+0.4159X12+0.0040X22-0.1604X32 |
(6) |
| Table 6: | Fit statistics of TS, EB (%) and WVP of the models | |||
| Parameter | TS | EB (%) | WVP |
| Standard deviation | 0.22 | 1.68 | 0.34 |
| Mean | 3.78 | 30.52 | 2.56 |
| Coefficient of variation (CV (%)) | 5.87 | 5.50 | 13.42 |
| R2 | 0.9719 | 0.9554 | 0.9127 |
| Adjusted R2 | 0.9467 | 0.9153 | 0.8342 |
| Predicted R2 | 0.8273 | 0.7259 | 0.4062 |
| Adequate precision | 22.7623 | 17.3726 | 11.8763 |
| TS: Tensile strength, EB (%): Percentage of elongation at break and WVP: Water vapour permeability | |||
|
A higher regression coefficient signifies a stronger influence of the independent variable on the response. Among the variables, kaolin (X3) had the most significant impact on tensile strength, CMS (X1) had the greatest effect on percentage of elongation at break (EB (%)) and PVA (X2) showed the strongest influence on water vapor permeability (WVP). According to Eq. 4, CMS (X1) negatively affects the tensile strength of the composite films, meaning that an increase in CMS will decrease tensile strength and vice versa. In contrast, both PVA (X2) and kaolin (X3) have positive effects on tensile strength, where increases in these variables lead to increased tensile strength. In Eq. 5, all main factors (X1, X2 and X3) negatively affect the EB (%) of the composite films. For Eq. 6, CMS (X1) has a negative impact, while PVA (X2) and kaolin (X3) positively influence the WVP of the composite films. Overall, the quadratic models effectively describe the relationships for tensile strength, EB (%) and WVP in the composite materials.
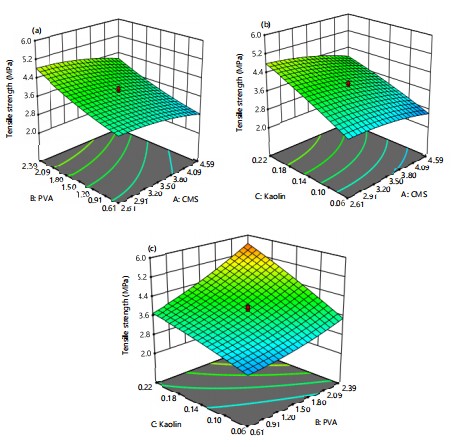
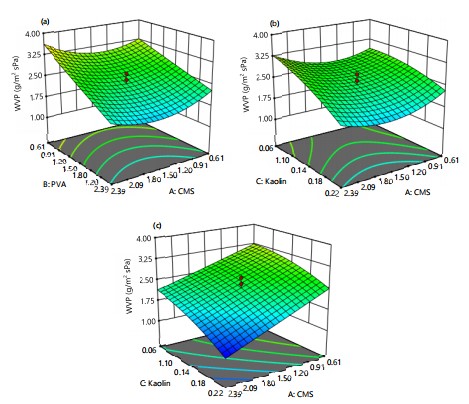
Effects of interaction of factors on tensile strength, EB (%) and WVP of composite material: Figure 2-4 presented the 3D response surface and contour plots illustrating the effects of the independent variables-CMS, PVA and kaolin-on tensile strength, percentage of elongation at break (EB (%)) and water vapor permeability (WVP), respectively, as described by Eq. 4-6. The 3D response surfaces were created by holding one variable at its average value while varying the other two variables. Figure 2 illustrates the quadratic effects of CMS, PVA and kaolin on tensile strength. In Fig. 2a-b, tensile strength increased significantly with higher levels of PVA and kaolin, but slightly decreased with higher CMS levels. Kaolin had the most pronounced effect on tensile strength, followed by PVA. Specifically, Fig. 2a showed that the maximum tensile strength of 4.82 MPa was achieved with 2.61 g CMS and 2.37 g PVA. In Fig. 2b, the peak tensile strength of 4.79 MPa was observed with 2.62 g CMS and 0.22 g kaolin. Figure 2c indicated that the highest tensile strength of 5.60 MPa occurred with 2.37 g PVA and 0.22 g kaolin.
|
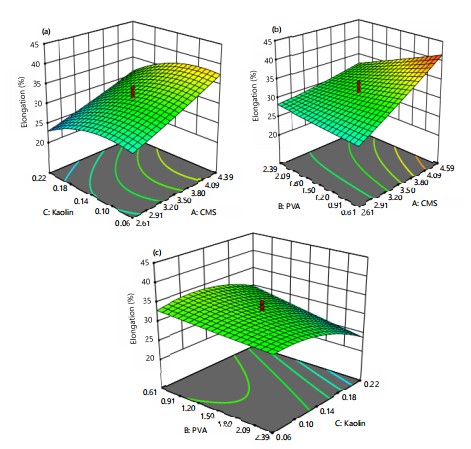
Figure 3 illustrates that percentage of elongation at break (EB (%)) significantly increases with higher CMS levels but decreases with increasing PVA or kaolin. The CMS has the most substantial impact on EB (%). In Fig. 3a, the lowest EB (%) of 27.13% was recorded with 2.61 g CMS and 0.61 g PVA, while EB (%) improved with increasing CMS, reaching a maximum of 41.41% with 4.38 g CMS and 0.63 g PVA. Figure 3b showed that EB (%) rises significantly with CMS but declines slightly with increasing kaolin. The highest EB (%) of 37.84% was achieved with 4.39 g CMS and 0.078 g kaolin, while the lowest EB (%) of 23.18% occurred with 2.63 g CMS and 0.22 g kaolin. In Fig. 3c, the minimum EB (%) of 24.10% was found with 2.36 g PVA and 0.22 g kaolin, whereas the maximum EB (%) of 34.14% was observed with 0.68 g PVA and 0.11 g kaolin.
|
Figure 4 displayed the 3D response surface plot illustrating the impact of CMS, PVA and kaolin on water vapor permeability (WVP). The plot reveals that CMS and kaolin have a quadratic effect on WVP. Specifically, WVP decreases with increasing levels of PVA and kaolin, while it increases with higher CMS concentrations. Kaolin has the most significant reducing effect on WVP, followed by PVA, whereas CMS has a minor increasing effect on WVP. The substantial decrease in WVP with higher kaolin content is likely due to effective interfacial interactions and the layered structure of kaolin particles within the CMS matrix, which creates a more complex pathway for water vapor, thereby reducing permeability31. This finding aligns with studies on composite films made from thermoplastic starch blends reinforced with kaolin32. Figure 4a shows the lowest WVP of 1.73 g/m2 sPa with 3.66 g CMS and 2.39 g PVA. Figure 4b presents the lowest WVP of 1.75 g/m2 sPa with 3.62 g CMS and 0.22 g kaolin, while Fig. 4c indicates the minimum WVP of 1.06 g/m2 sPa with 2.33 g PVA and 0.22 g kaolin.
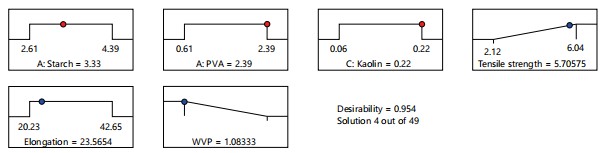
Optimization of the CMS-based composites: Response surface methodology (RSM) was employed to optimize the formulations for CMS/PVA/kaolin composites. The optimization process involved three factors: CMS, PVA and kaolin, which were varied to achieve the desired composite properties. The objective was to maximize tensile strength and minimize water vapor permeability (WVP) while allowing percentage elongation at break (EB (%)) to vary freely (without placing any constraint or target). Thus, the target responses were the highest tensile strength, lowest WVP values and varied EB (%) values obtained from the experiments. Figure 5 illustrated the optimization of tensile strength, EB (%) and WVP for the composites. An acceptable desirability function is a value that is one or close to one (100%). This function helps determine the optimal values for all responses during the optimization. In this study, desirability of 95.4% was achieved for the tensile strength and WVP properties of composites containing 3.33 g CMS, 2.39 g PVA and 0.22 g kaolin. This level of the independent variables gave the optimum responses of tensile strength, EB (%) and WVP values of 5.71 MPa, 23.57% and 1.08 g/m2 sPa, respectively.
|
| Table 7: | Actual and predicted responses of the prepared optimized composite films | |||
| Tensile strength (MPa) | Elongation (%) | WVPx10–11 (g/m2 sPa) | |
| Actual | 6.24 | 22.67 | 1.25 |
| Predicted | 5.71 | 23.57 | 1.08 |
Validation of the optimized carboxymethyl starch/PVA/kaolin composites: To verify the model’s accuracy, CMS-based composites were prepared using the predicted optimal formulations of CMS, PVA and kaolin. The resulting composites were then tested in triplicate to measure their ultimate tensile strength, percentage elongation at break (EB (%)) and water vapor permeability (WVP). The comparison between the actual results and the predicted values, detailed in Table 7, demonstrated that the experimental outcomes were within the anticipated range. This supports the reliability of the model for predicting the process and outcomes, making it a dependable tool for future formulation work.
The study’s findings have significant implications for the development of sustainable packaging materials. The optimized CMS-based composite film offers a biodegradable and compostable alternative to synthetic plastics, which can help reduce environmental pollution and plastic waste accumulation. The biocomposite film has potential applications in various industries, including food packaging, pharmaceutical packaging and cosmetic packaging. Additionally, it can be used as a biodegradable mulch film in agriculture, replacing synthetic plastic mulch films. Further research is recommended to scale up the production process and evaluate the commercial viability of the biocomposite film. Moreover, investigating the film’s biodegradability and compostability under different environmental conditions would be beneficial. The study’s limitations include the focus on a specific combination of biopolymers and fillers, which may not be generalizable to other formulations. Additionally, the mechanical and barrier properties of the biocomposite film may not match those of synthetic plastics, which could limit its applications. Overall, the study contributes to the development of sustainable packaging materials and highlights the potential of CMS/PVA/kaolin biocomposite films as a viable alternative to synthetic plastics. However, further research and development are necessary to overcome the limitations and scale up the production process for commercial applications.
CONCLUSION
The tensile strength and water vapor permeability of CMS/PVA/kaolin composites were effectively optimized using response surface methodology. The optimal film composition for achieving the highest tensile strength and lowest WVP was 3.33 g CMS, 2.39 g PVA and 0.22 g kaolin. This composition resulted in films with properties of 5.71 MPa tensile strength, 23.57% elongation at break (EB (%)) and 1.08 g/m2 sPa WVP. The results demonstrate that both PVA and kaolin significantly enhanced the tensile and barrier properties of the CMS/PVA/kaolin composites. However, to fully assess the suitability of CMS/PVA/kaolin composites for packaging, further research is needed to evaluate their biodegradability and antibacterial properties.
SIGNIFICANCE STATEMENT
Recent studies have highlighted the potential of starch-based films as eco-friendly alternatives to synthetic polymers in food packaging applications, owing to their excellent biodegradability and biocompatibility. However, their limited industrial adoption is hindered by poor barriers and mechanical properties. To address this, the present research explores the use of modified starch (CMS) by blending it with polyvinyl alcohol (PVA) and reinforcing it with kaolin fillers, which significantly enhances its properties. Through optimization of this formulation, starch-based packaging films were successfully developed with optimal material properties, paving the way for their increased potential application in packaging systems.
ACKNOWLEDGEMENT
The authors are grateful to God for their strength and resourcefulness and also to the management and staff of the University of Benin, Mewar International University and Ahmadu Bello University, Nigeria for granting the facilities and the enabling environment to carry out this research study.
REFERENCES
- Sharma, S., V. Sharma and S. Chatterjee, 2023. Contribution of plastic and microplastic to global climate change and their conjoining impacts on the environment-A review. Sci. Total Environ., 875.
- Yari, S., J. Mohammadi-Rovshandeh and M. Shahrousvand, 2022. Preparation and optimization of starch/poly vinyl alcohol/ZnO nanocomposite films applicable for food packaging. J. Polym. Environ., 30: 1502-1517.
- Moshood, T.D., G. Nawanir, F. Mahmud, F. Mohamad, M.H. Ahmad and A. AbdulGhani, 2022. Sustainability of biodegradable plastics: New problem or solution to solve the global plastic pollution? Curr. Res. Green Sustainable Chem., 5.
- Perumal, A.B., P.S. Sellamuthu, R.B. Nambiar and E.R. Sadiku, 2018. Development of polyvinyl alcohol/chitosan bio-nanocomposite films reinforced with cellulose nanocrystals isolated from rice straw. Appl. Surf. Sci., 449: 591-602.
- Onyeaka, H., K.C. Obileke, G. Makaka and N. Nwokolo, 2022. Current research and applications of starch-based biodegradable films for food packaging. Polymers, 14.
- Yang, L., M. Xie, J. Fang, T. Zhang, X. Wang and L. Chen, 2022. Effect of additives on properties of cross-linked carboxymethyl starch/polyvinyl alcohol composite films. J. Appl. Polym. Sci., 139.
- Patil, S., A.K. Bharimalla, A. Mahapatra, J. Dhakane-Lad and A. Arputharaj et al., 2021. Effect of polymer blending on mechanical and barrier properties of starch-polyvinyl alcohol based biodegradable composite films. Food Biosci., 44.
- Hazrol, M.D., S.M. Sapuan, E.S. Zainudin, N.I.A. Wahab and R.A. Ilyas, 2022. Effect of kenaf fibre as reinforcing fillers in corn starch-based biocomposite film. Polymers, 14.
- Pooresmaeil, M. and H. Namazi, 2021. Developments on carboxymethyl starch-based smart systems as promising drug carriers: A review. Carbohydr. Polym., 258.
- Adeyanju, O., O.P. Olademehin, Y. Hussaini, U.C. Nwanta, A.I. Adejoh and J. Plavec, 2016. Synthesis and characterization of carboxymethyl Plectranthus esculentus starch. A potential disintegrant. J. Pharm. Appl. Chem., 2: 44-50.
- Spychaj, T., K. Wilpiszewska and M. Zdanowicz, 2013. Medium and high substituted carboxymethyl starch: Synthesis, characterization and application. Starch, 65: 22-33.
- Wilpiszewska, K., A.K. Antosik and T. Spychaj, 2015. Novel hydrophilic carboxymethyl starch/montmorillonite nanocomposite films. Carbohydr. Polym., 128: 82-89.
- Elgharbawy, A.S., A.G.M. El Demerdash, W.A. Sadik, M.A. Kasaby, A.H. Lotfy and A.I. Osman, 2024. Synthetic degradable polyvinyl alcohol polymer and its blends with starch and cellulose-A comprehensive overview. Polymers, 16.
- Nguyen, Y.T.H., T.B. Ly, B.A.T. Bui and P.K. Le, 2023. Biodegradable polyvinyl alcohol composite film reinforced by crystalline nanocellulose from rice straw. Chem. Eng. Trans., 106: 493-498.
- Ortega, F., V.B. Arce and M.A. Garcia, 2021. Nanocomposite starch-based films containing silver nanoparticles synthesized with lemon juice as reducing and stabilizing agent. Carbohydr. Polym., 252.
- Arifin, H.R., M. Djali, B. Nurhadi, S. Azlin-Hasim, N. Masruchin, P.A. Vania and A. Hilmi, 2022. Corn starch-based bionanocomposite film reinforced with ZnO nanoparticles and different types of plasticizers. Front. Sustainable Food Syst., 6.
- Zukaul Islam, H.B.M., M.A.B.H. Susan and A.B. Imran, 2020. Effects of plasticizers and clays on the physical, chemical, mechanical, thermal, and morphological properties of potato starch-based nanocomposite films. ACS Omega, 5: 17543-17552.
- Kwaśniewska, A., D. Chocyk, G. Gładyszewski, J. Borc, M. Świetlicki and B. Gładyszewska, 2020. The influence of kaolin clay on the mechanical properties and structure of thermoplastic starch films. Polymers, 12.
- Sen, C. and M. Das, 2017. Self-supporting-film from starch, poly(vinyl alcohol), and glutaraldehyde: Optimization of composition using response surface methodology. J. Appl. Polym. Sci., 134.
- Penjumras, P., R. Abdul Rahman, R.A. Talib and K. Abdan, 2015. Response surface methodology for the optimization of preparation of biocomposites based on poly(lactic acid) and durian peel cellulose. Sci. World J., 2015.
- Tabassum, N., U. Rafique, M. Qayyum, A.A.A. Mohammed, S. Asif and A. Bokhari, 2024. Kaolin-polyvinyl alcohol-potato starch composite films for environmentally friendly packaging: Optimization and characterization. J. Compos. Sci., 8.
- Yu, X., M. Wang, Y. Zhang, X. Liu and X. Zhang et al., 2022. Preparation of a novel biodegradable film by co-fermentation of straw and shrimp shell with Aureobasidium pullulans and Photobacterium sp. LYM-1. Arabian J. Chem., 15.
- Gómez-Aldapa, C.A., G. Velazquez, M.C. Gutierrez, E. Rangel-Vargas, J. Castro-Rosas and R.Y. Aguirre-Loredo, 2020. Effect of polyvinyl alcohol on the physicochemical properties of biodegradable starch films. Mater. Chem. Phys., 239.
- Imoisi, C., D.O. Ikpahwore and J.U. Iyasele, 2024. Investigation of heating time effects on viscosity profiles of wheat flour and watermelon flour blends. Singapore J. Sci. Res., 14: 13-23.
- Imoisi, C. and J.U. Iyasele, 2024. Investigation of heating time effects on viscosity profiles of cassava flour and citrus flour blends. Asian J. Emerging Res., 6: 22-30.
- Ozoh, C., C. Imoisi and J.U. Iyasele, 2024. Effect of pH and duration of fermentation on the sensory, physicochemical and proximate characteristics of garri. Trends Appl. Sci. Res., 19: 156-169.
- Said, N.S. and N.M. Sarbon, 2020. Response surface methodology (RSM) of chicken skin gelatin based composite films with rice starch and curcumin incorporation. Polym. Test., 81.
- Fitriani, F., S. Aprilia, M.R. Bilad, Nasrul Arahman, A. Usman, Nurul Huda and R. Kobun, 2022. Optimization of biocomposite film based on whey protein isolate and nanocrystalline cellulose from pineapple crown leaf using response surface methodology. Polymers, 14.
- Reed, G.F., F. Lynn and B.D. Meade, 2002. Use of coefficient of variation in assessing variability of quantitative assays. Clin. Vaccine Immunol., 9: 1235-1239.
- Suwanthai, W., V. Punsuvon and P. Vaithanomsat, 2016. Optimization of biodiesel production from a calcium methoxide catalyst using a statistical model. Korean J. Chem. Eng., 33: 90-98.
- Rhim, J.W., 2011. Effect of clay contents on mechanical and water vapor barrier properties of agar-based nanocomposite films. Carbohydr. Polym., 86: 691-699.
- Rammak, T., P. Boonsuk and K. Kaewtatip, 2021. Mechanical and barrier properties of starch blend films enhanced with kaolin for application in food packaging. Int. J. Biol. Macromol., 192: 1013-1020.
How to Cite this paper?
APA-7 Style
Omoike,
B.A., Okieimen,
F.E., Imoisi,
C. (2024). Formulation and Optimization of Carboxyl Methyl Starch/PVA/Kaolin Biocomposite Films for Sustainable Packaging Applications. Science International, 12(1), 30-43. https://doi.org/10.17311/sciintl.2024.30.43
ACS Style
Omoike,
B.A.; Okieimen,
F.E.; Imoisi,
C. Formulation and Optimization of Carboxyl Methyl Starch/PVA/Kaolin Biocomposite Films for Sustainable Packaging Applications. Sci. Int 2024, 12, 30-43. https://doi.org/10.17311/sciintl.2024.30.43
AMA Style
Omoike
BA, Okieimen
FE, Imoisi
C. Formulation and Optimization of Carboxyl Methyl Starch/PVA/Kaolin Biocomposite Films for Sustainable Packaging Applications. Science International. 2024; 12(1): 30-43. https://doi.org/10.17311/sciintl.2024.30.43
Chicago/Turabian Style
Omoike, Bright, Ayemwenre, Felix Ebhodaghe Okieimen, and Chinyere Imoisi.
2024. "Formulation and Optimization of Carboxyl Methyl Starch/PVA/Kaolin Biocomposite Films for Sustainable Packaging Applications" Science International 12, no. 1: 30-43. https://doi.org/10.17311/sciintl.2024.30.43

This work is licensed under a Creative Commons Attribution 4.0 International License.